Chào các anh em chủ xưởng, quản lý nhà máy và đội ngũ kỹ thuật bảo trì! Trong nhiều năm trực tiếp xử lý sự cố máy móc, tôi nhận thấy một thực trạng rất đáng lo ngại: Các doanh nghiệp sẵn sàng chi hàng trăm triệu đồng để mua cụm máy nén xịn, nhưng lại cực kỳ hời hợt trong khâu dẫn khí. Việc tự ý lắp đặt đường ống khí nén không tuân thủ các quy chuẩn kỹ thuật chính là nguyên nhân “chết người” bào mòn lợi nhuận và phá hủy thiết bị mỗi ngày.
Đường ống dẫn khí không đơn thuần là những ống nhựa hay sắt ghép lại với nhau. Nó là “hệ mạch máu” của toàn bộ nhà xưởng. Nếu anh em lắp đặt sai, máy sẽ kêu gào vì quá tải, điện năng tiêu hao vô ích, và chất lượng thành phẩm (sơn, cắt CNC, đóng gói) sẽ tụt dốc không phanh.
Bài viết này, dưới góc nhìn của một kỹ sư thực chiến, sẽ vạch trần những sai lầm phổ biến nhất mà 80% các xưởng tự làm đang mắc phải. Hãy đọc kỹ để bắt bệnh và khắc phục ngay hôm nay!

Lỗi 1: Chọn sai kích thước đường ống cho máy nén khí công nghiệp
Đây là sai lầm kinh điển nhất. Nhiều anh em để tiết kiệm chi phí vật tư đã mua các loại ống có đường kính quá nhỏ so với lưu lượng khí mà máy tạo ra.
Khi ống quá nhỏ, luồng khí nén bị “thắt cổ chai”. Tốc độ dòng chảy tăng vọt, tạo ra ma sát cực lớn với thành ống. Điều này dẫn đến hiện tượng hao phí tụt áp (Pressure Drop). Nghĩa là, đồng hồ tại máy nén chỉ 8 bar, nhưng khi khí đến tay người thợ ở cuối xưởng thì chỉ còn 5-6 bar.
Để bù lại lượng áp suất bị mất, máy nén khí trục vít công nghiệp buộc phải chạy ròng rã không được nghỉ (unload). Việc ép máy chạy liên tục làm tăng nhiệt độ buồng nén, đốt thêm 15-20% hóa đơn tiền điện và khiến dầu bôi trơn nhanh chóng bị thoái hóa.
Lỗi 2: Thiết kế mạng lưới dạng “nhánh cụt” thay vì “mạch vòng”
Anh em thử hình dung việc đi ống khí nén giống như mạng lưới giao thông. Đa phần thợ không chuyên sẽ đi ống theo đường thẳng, cứ cần khí ở đâu là chẻ nhánh đến đó, tạo thành một hệ thống “nhánh cụt” (Dead-end system).
Nhược điểm chí mạng của hệ thống này là áp suất ở các máy móc đầu nhánh thì rất mạnh, nhưng ở cuối nhánh thì yếu xìu. Chưa kể, nếu cần sửa chữa một đoạn ống, anh em phải khóa van tổng, khiến toàn bộ xưởng phải dừng hoạt động.
Tiêu chuẩn của chuyên gia là phải thiết kế đường ống theo dạng “mạch vòng” (Ring Main). Ống chính sẽ chạy vòng quanh xưởng và nối thành một vòng khép kín. Khí nén sẽ đi từ hai hướng đến điểm tiêu thụ, giúp áp suất luôn ổn định ở mọi vị trí và có thể cô lập từng đoạn để sửa chữa mà không gây gián đoạn sản xuất.
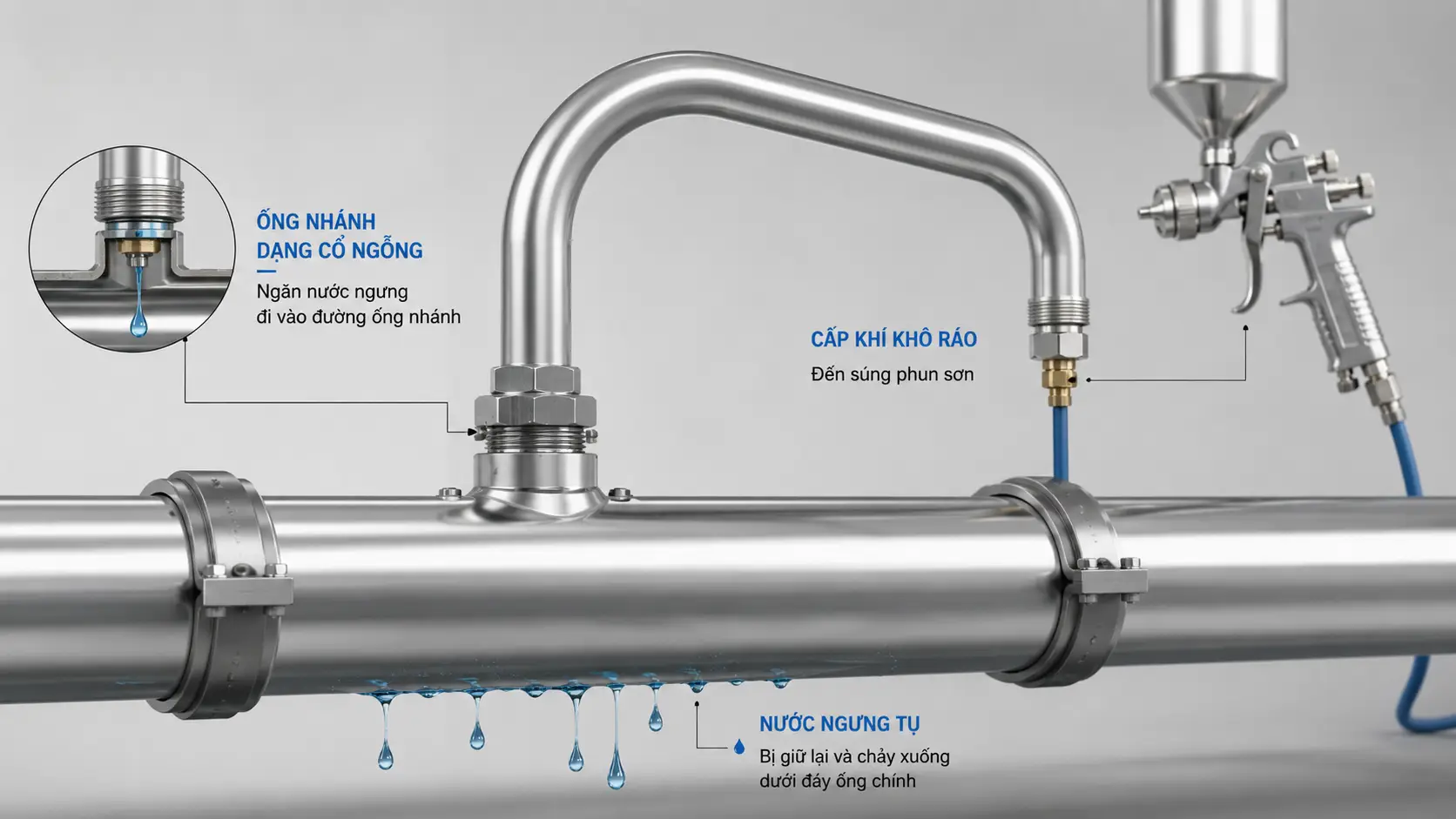
Lỗi 3: Lấy khí nhánh từ bụng ống chính (Không dùng “Cổ ngỗng”)
Nước ngưng tụ luôn là kẻ thù số một của thiết bị khí nén. Dù anh em có dùng máy sấy khí xịn đến đâu, một lượng hơi ẩm nhỏ vẫn sẽ ngưng tụ thành nước lỏng khi đi qua đường ống dài. Nước lỏng nặng hơn khí nên sẽ luôn chảy ở dưới đáy (bụng) ống chính.
Sai lầm “chí mạng” là anh em thợ lại khoan cắm ống nhánh (ống T) trực tiếp từ dưới bụng ống chính kéo xuống máy móc. Cách làm này vô tình biến ống nhánh thành… ống cống xả nước. Bao nhiêu nước đọng đều chảy thẳng vào súng phun sơn, máy CNC hay van điện từ.
Cách khắc phục: Bắt buộc phải lấy khí từ trên lưng ống chính uốn cong vòng xuống (kỹ thuật này gọi là Gooseneck – Cổ ngỗng). Khí khô nhẹ sẽ bay lên trên chui vào ống nhánh, còn nước lỏng nặng sẽ tiếp tục trôi dưới bụng ống chính đi về cuối đường xả.
Lỗi 4: Không tạo độ dốc ống và thiếu van xả đáy
Liên quan đến câu chuyện nước ngưng tụ ở lỗi số 3, lượng nước trôi dưới bụng ống chính sẽ đi về đâu nếu anh em treo ống thăng bằng 100% bằng thước thủy? Nước sẽ ứ đọng lại thành những vũng nước bên trong lòng ống, làm thu hẹp tiết diện dòng chảy và gây rỉ sét mục nát hệ thống.
Một thiết kế chuẩn yêu cầu đường ống chính phải có độ dốc từ 1% đến 2% xuôi theo chiều dòng chảy của khí nén.
Tại các điểm thấp nhất của đường dốc, hoặc ở cuối mỗi nhánh, anh em bắt buộc phải thiết kế một cụm ống “chân voi” (thả thẳng xuống) và lắp đặt van xả nước đáy. Nếu có điều kiện, hãy trang bị van xả tự động (Auto Drain) để máy tự động vắt nước ra ngoài mà không cần sức người.
Lỗi 5: Chọn sai vật liệu ống cho máy nén khí trục vít
Nhiều chủ xưởng cơ sở nhỏ vì tiện lợi đã mua ống nhựa PVC nước bình thường để làm đường ống khí nén. Đây là một quả bom nổ chậm thực sự!
Khí nén chứa nhiệt độ cao và dầu bôi trơn dạng sương liti. Ống PVC theo thời gian sẽ bị lão hóa, giòn đi và chịu áp lực kém. Khi PVC bị vỡ dưới áp lực 8-10 bar, nó sẽ nổ tung tạo thành những mảnh vỡ sắc nhọn văng ra như đạn pháo, gây sát thương cực kỳ nguy hiểm cho công nhân.
Đối với các hệ thống sử dụng máy nén khí trục vít công suất lớn, anh em nên sử dụng ống thép mạ kẽm (chịu va đập tốt), ống thép không gỉ Inox (cho y tế, thực phẩm) hoặc ống hợp kim nhôm chuyên dụng. Ống nhôm hiện nay rất được ưa chuộng vì siêu nhẹ, lắp ráp nhanh, không bị rỉ sét và bề mặt trong cực nhẵn giúp giảm ma sát khí nén.
Mối liên hệ “tử thần” giữa đường ống lỗi và chất lượng dầu bôi trơn
Nhiều anh em không biết rằng, một đường ống lỗi sẽ giết chết cụm đầu nén từ bên trong thông qua việc phá hủy các tiêu chuẩn của dầu bôi trơn.
Khi ống bị tắc hẹp hoặc tụt áp, máy nén phải chạy quá công suất (Overload). Nhiệt độ buồng nén tăng vọt lên trên 100 độ C. Ở nhiệt độ cao kéo dài, oxidation stability (độ bền oxy hóa – khả năng chống lại sự biến chất và tạo cặn keo do nhiệt) của dầu sẽ bị phá vỡ hoàn toàn. Dầu biến thành lớp bùn đen bám chặt lấy vòng bi.
Đồng thời, đường ống đọng nước khiến hơi ẩm dội ngược về bình dầu. Lúc này, demulsibility (khả năng tách nước – giúp tách rời nước ngưng tụ ra khỏi khối dầu) sẽ bị vô hiệu hóa. Dầu chuyển sang màu trắng sữa, đánh mất hoàn toàn viscosity (độ nhớt – độ đặc loãng để tạo màng bôi trơn an toàn).
Để khắc phục rủi ro trong những môi trường chạy máy khắc nghiệt, chúng tôi luôn khuyên các nhà máy sử dụng dầu gốc PAO (Polyalphaolefin – dầu tổng hợp toàn phần). Gốc dầu PAO có cấu trúc phân tử bền vững, giúp giải nhiệt cực nhanh, chống rách màng dầu bôi trơn dù máy phải “gồng gánh” một hệ thống đường ống kém tối ưu.
Bảng So Sánh 8 Tiêu Chí: Tự Lắp Đặt Sai Kỹ Thuật vs Thuê Chuyên Gia Lắp Đặt
Để anh em chủ xưởng dễ dàng cân nhắc lợi hại, tôi đã lập bảng đánh giá 8 tiêu chí thực tế nhất dựa trên kinh nghiệm setup cho hàng trăm nhà máy:
| Tiêu chí | Tự Lắp Đặt (Thiếu kỹ thuật, sai quy chuẩn) | Thuê Chuyên Gia Thiết Kế Lắp Đặt |
| 1. Hiện tượng tụt áp (Pressure Drop) | Rất lớn, khí xả ra tại vòi yếu xìu | Bằng không, áp lực duy trì đồng đều toàn xưởng |
| 2. Tình trạng nước ngưng tụ | Nước chảy tong tong vào súng sơn, máy CNC | Khí luôn khô ráo nhờ độ dốc và cổ ngỗng chuẩn |
| 3. Tuổi thọ máy nén khí | Nhanh hỏng do chạy quá tải, nhiệt độ cao | Kéo dài thêm 5 – 7 năm nhờ máy chạy đúng tải |
| 4. Chi phí điện năng hàng tháng | Tốn kém thêm 15% – 30% do rò rỉ và ép máy chạy | Tối ưu tuyệt đối, tiết kiệm điện năng tối đa |
| 5. Rủi ro mất an toàn lao động | Cao (Nổ ống nhựa PVC, đứt khớp nối) | An toàn 100% nhờ vật liệu chịu áp lực (Nhôm, kẽm) |
| 6. Khả năng bảo trì, nâng cấp | Phải dừng toàn bộ xưởng để sửa chữa 1 điểm | Có van cô lập nhánh, dễ dàng mở rộng sản xuất |
| 7. Chi phí đầu tư ban đầu | Rất rẻ (tận dụng vật liệu, tự làm) | Khá cao (Chi phí bản vẽ, vật tư chuyên dụng) |
| 8. Tổn thất gián đoạn sản xuất (Downtime) | Thường xuyên dừng chuyền do hỏng hóc vặt | Vận hành 24/7 ổn định, không gián đoạn doanh thu |
Câu Hỏi Thường Gặp (FAQ) Về Thiết Kế Hệ Thống Khí Nén
1. Kích thước ống chính cho máy nén 50HP (37kW) nên chọn loại phi bao nhiêu là chuẩn?
Trả lời: Đối với máy 50HP, lưu lượng khí dao động từ 5.0 – 6.0 m3/phút. Để đảm bảo vận tốc khí đi trong ống ở mức lý tưởng (dưới 15m/s), anh em nên chọn ống chính tối thiểu từ Phi 42mm đến Phi 48mm (Tương đương ống kẽm 1.5 inch). Nếu ống chính đi vòng quanh xưởng quá dài (trên 100 mét), hãy nâng lên Phi 60mm để giảm tổn thất áp suất.
2. Ống thép đen có hàn được dùng cho khí nén không? Tại sao tôi thấy xưởng bên cạnh bị tắc kẹt van liên tục?
Trả lời: Ống thép đen không được bảo vệ bề mặt chống ăn mòn. Khi hơi ẩm trong khí nén tiếp xúc với lòng ống thép đen, nó sẽ sinh ra rỉ sét (mạt sắt) cực nhanh. Các mạt rỉ này bong tróc ra, bay theo luồng khí làm kẹt cứng các van điện từ và xước xi-lanh thiết bị. Anh em bắt buộc phải dùng ống mạ kẽm nhúng nóng, ống nhôm hoặc Inox.
3. Ở cuối đường ống nhà xưởng của tôi khí ra rất ướt dù đã lắp máy sấy khí xịn ở đầu nguồn. Lỗi là do đâu?
Trả lời: Lỗi này 90% là do anh em đi ống thăng bằng, không có độ dốc (1%) và không lấy khí nhánh theo kiểu “cổ ngỗng”. Máy sấy dù xịn nhưng khi khí nén đi xa hàng chục mét trong môi trường lạnh, hơi ẩm sót lại sẽ tiếp tục ngưng tụ thành nước lỏng dưới bụng ống và xả thẳng vào tay công nhân ở cuối nguồn.
Anh em thấy đấy, việc lắp đặt đường ống khí nén không phải là chuyện cứ cắm ống vào máy là xong. Một hệ thống đường ống chắp vá, sai chuẩn chính là “con đỉa” âm thầm hút cạn tiền điện, phá hủy dầu bôi trơn và đánh sập tuổi thọ của cụm máy nén khí đắt tiền.
Đừng để nỗ lực tiết kiệm vài triệu đồng tiền ống dẫn đến hậu quả phải thay cụm đầu nén hàng trăm triệu đồng!
Nếu nhà xưởng của anh em đang gặp tình trạng tụt áp, máy CNC báo lỗi thiếu khí, xịt sơn dính đầy nước… hãy ngừng ngay việc tự tự chắp vá. Hãy truy cập ngay website Máy Nén Khí Nhập Khẩu
Đội ngũ kỹ sư thực chiến hơn 10 năm kinh nghiệm của chúng tôi luôn sẵn sàng hỗ trợ khảo sát miễn phí tận xưởng, lên bản vẽ thiết kế 3D chuẩn xác và tư vấn vật tư phù hợp nhất để giúp doanh nghiệp của bạn sở hữu một “hệ mạch máu” khí nén trơn tru, mạnh mẽ và tiết kiệm điện năng tối đa!